Екструзија је процес којим се алуминијумске гредице пробијају кроз матрицу, што резултира жељеним попречним пресеком,Процес екструзије алуминијума обликује алуминијум тако што га загрева и гура хидрауличним цилиндром кроз обликовани отвор у калупу.Екструдирани материјал се појављује као дугачак комад са истим профилом као и отвор матрице.Једном екструдиран, врући алуминијумски профил мора бити каљен, хлађен, исправљен и исечен.

Процес екструзије се може упоредити са цеђењем пасте за зубе из тубе.Непрекидни млаз пасте за зубе поприма облик округлог врха, баш као што екструзија алуминијума поприма облик матрице.Променом врха или калупа могу се формирати различити профили екструзије.Ако бисте изравнали отвор тубе пасте за зубе, појавила би се равна трака пасте за зубе.Уз помоћ моћне хидрауличне пресе која може да изврши притисак од 100 до 15.000 тона, алуминијум се може екструдирати у скоро сваки замислив облик. Природне карактеристике алуминијума омогућавају да се истискује у замршене, сложене облике, пружајући инжењерима и дизајнери са неограниченим могућностима дизајна.
Постоје две методе екструзије - директна и индиректна - и процес генерално прати ове кораке:
Матрица се излива из попречног пресека облика који желите да креирате.
Алуминијумске гредице се загревају у пећи до приближно 750 до 925ºФ, тачке у којој алуминијум постаје мека чврста материја.
Једном када се постигне жељена температура, смут или мазиво се наноси на гредицу и рам да се делови не лепе заједно, а гредица се преноси у челични контејнер за екструзију.
Ован врши притисак на гредицу, гурајући је кроз контејнер и кроз калуп.Меки, али чврсти метал се истискује кроз отвор у калупу и излази из пресе.
Друга гредица се учитава и заварује на претходну, а процес се наставља.Сложени облици могу да настану из пресе за екструзију споро од једне стопе у минути.Једноставнији облици могу се појавити брзином од 200 стопа у минути.
Када формирани профил достигне жељену дужину, одсеца се и преноси на расхладни сто, где се брзо хлади ваздухом, воденим прскањем, воденим купатилима или маглом.
Након што се алуминијумска екструзија охлади, премешта се у носила где се исправља и каљује да би се побољшала његова тврдоћа и чврстоћа и ослободила унутрашња напрезања.
У овој фази, екструзије се секу тестером на жељене дужине.
Једном исечени, екструдирани делови се могу охладити на собној температури или преместити у пећи за старење, где топлотна обрада убрзава процес старења у окружењу са контролисаном температуром.
Након адекватног старења, профили за екструзију се могу дорадити (фарбати или елоксирати), израдити (резати, машински обрађивати, савијати, заварити, монтирати) или припремити за испоруку купцу.
Процес екструзије алуминијума заправо побољшава својства метала и резултира коначним производом који је јачи и отпорнији него раније.Такође ствара танак слој алуминијум оксида на површини метала, што му даје отпорност на временске услове и атрактивну природну завршну обраду која не захтева даљи третман, осим ако се не жели другачија завршна обрада.
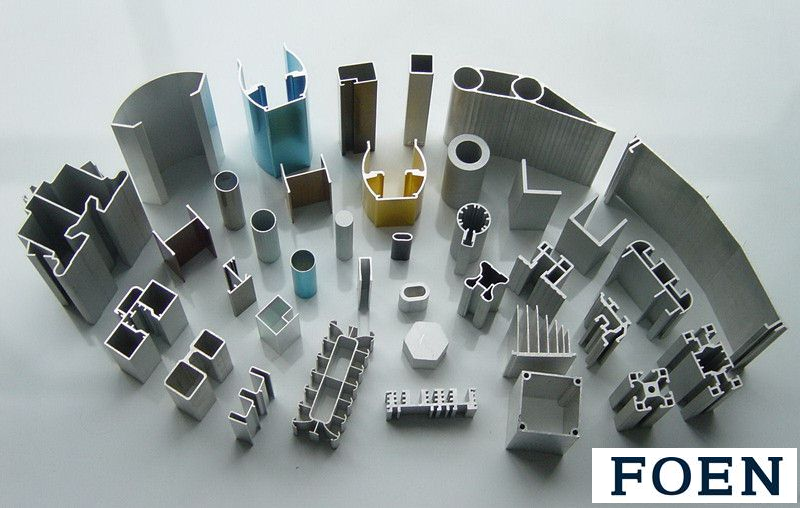
ФОЕН Алуминиум Ектрусион је водећи светски произвођач екструдираних алуминијумских профила.Можемо да задовољимо најизазовније захтеве од стандардних профила до сложених вишеделних алуминијумских екструзија у стандардним и власничким алуминијумским легурама са прецизношћу димензија и врхунским квалитетом површине.

Наша национална мрежа производних и набавних капацитета омогућава нам да производимо све облике, величине, легуре и температуре.ФОЕН нуди комплетна решења за производе од екструдираног алуминијума потребне за аутомобилску индустрију, индустрију масовног транзита, мостова и соларне/обновљиве енергије, као и зелене апликације за грађевинско тржиште.
Време поста: 24.04.2022